How to Choose the Right Pharmaceutical Machinery for Your Production Needs?
Choosing the right pharmaceutical machinery is crucial for any production process. The quality and efficiency of this machinery can significantly impact your output. Understanding your specific needs is the first step. Are you focusing on high volume or precision? Each machine has unique features tailored for different requirements.
Pharmaceutical machinery encompasses various equipment. This includes mixers, tablet press machines, and packaging systems. Each type plays a vital role in ensuring product safety and efficacy. Selecting the right machinery involves evaluating the production scale and regulatory compliance. These aspects are essential for maintaining industry standards.
Not all machinery suits every application. Sometimes, technologies evolve, and older machines may fall short. This can lead to inefficiencies or compliance issues. Reflecting on your current machinery's performance can guide future investments. Assess what works and what needs improvement. In the dynamic landscape of pharmaceuticals, adapting to new technologies is essential.

Factors Influencing the Selection of Pharmaceutical Machinery
When selecting pharmaceutical machinery, several factors play a crucial role. Understanding production requirements is essential. Consider the types of products being manufactured. Different products may require unique machinery. For instance, solid dosage forms may need different equipment than liquids or ointments. This specificity can influence equipment choice significantly.
Another important factor is the scale of production. Are you operating on a small scale or a large, industrial scale? The scale will dictate the machinery's capacity and speed. Additionally, ease of maintenance is vital. Reliable machinery minimizes downtime and ensures consistent production. Operators must also be trained effectively on new equipment to enhance productivity.
Compliance with industry regulations cannot be overlooked. Robust machinery must meet safety and quality standards. Investing in machinery that aligns with current regulations is essential for a successful operation. However, the complexity of regulations can lead to confusion. Enterprises often struggle to stay updated on compliance requirements. Engaging with experts can help navigate these intricate guidelines more effectively. Ultimately, weighing these factors carefully will lead to a more informed choice in pharmaceutical machinery.
Understanding Different Types of Pharmaceutical Equipment and Their Functions
When selecting pharmaceutical machinery, understanding the various types of equipment is crucial. Each component plays a specific role in the manufacturing process, impacting efficiency and product quality. For example, tablet compression machines are vital in solid dosage forms. They often operate at speeds of 300 tablets per minute, depending on the design and model. This capability can significantly reduce production time while ensuring consistent product integrity.
Liquid fillers, another essential type, are designed for high precision. These machines can handle different viscosities, accommodating a range of liquid formulations. Reports indicate that 70% of pharmaceutical products are in liquid form. This statistic emphasizes the importance of investing in quality liquid filling equipment to minimize waste and enhance productivity. Yet, many manufacturers overlook the need for regular maintenance, which can lead to operational inefficiencies.
Additionally, quality control equipment, such as particle size analyzers, is critical in ensuring product safety. Effective monitoring helps meet industry standards. Emerging technologies continue to evolve in this sector. Adopting new equipment can present challenges, including training staff and integrating systems. Reflecting on these elements can lead to smarter investments in pharmaceutical technology, aligning machinery with production goals.
Pharmaceutical Machinery Types and Their Production Capacities
Evaluating Production Capacity and Scalability Requirements
When selecting pharmaceutical machinery, evaluating production capacity and scalability is crucial. According to the International Society for Pharmaceutical Engineering, a staggering 65% of pharmaceutical producers face challenges due to inadequate machinery adaptability. Capacity often dictates the pace at which a company can grow. For instance, a facility may produce 1000 units daily but cannot scale efficiently without appropriate machinery.
Scalability requirements vary with market demands. The FDA emphasizes that flexible manufacturing systems can increase output by 30%. However, many manufacturers overlook the need for machinery that adjusts to volume changes. This oversight can result in production bottlenecks or excess inventory. It’s important to assess future production goals against current equipment capabilities.
Data from the Pharma Manufacturing Report indicates that 40% of companies fail to align machinery with expansion plans. While advanced machinery can enhance efficiency, it's essential to reflect on potential flaws in planning. A lack of foresight may lead to underutilization. Balancing immediate needs with long-term visions is key in this competitive landscape. Prioritizing scalable machinery can ultimately foster sustained growth.
Assessing Compliance with Regulatory Standards and Quality Control
When selecting pharmaceutical machinery, compliance with regulatory standards is paramount. Regulatory bodies enforce strict guidelines to ensure safety and efficacy. It’s essential to understand these requirements before making a purchase. Manufacturers should conduct thorough research on the latest regulations that affect your specific market.
Quality control plays a vital role in production. Equipment should be capable of rigorous testing to maintain high standards. Consider machinery that offers real-time monitoring and validation capabilities. This means having systems that can track deviations immediately. Relying solely on end-product testing can lead to significant risks.
Some companies overlook the importance of regular audits and maintenance checks. This can result in non-compliance, leading to potential fines. It’s crucial to have a proactive approach rather than reactive. Engaging with experts during the selection process is wise. Their insights can guide you through the complexities of compliance. Trustworthiness in machinery is not merely about what it can do but how it adheres to necessary standards.
How to Choose the Right Pharmaceutical Machinery for Your Production Needs? - Assessing Compliance with Regulatory Standards and Quality Control
| Machinery Type |
Key Features |
Compliance Standards |
Quality Control Measures |
Maintenance Requirements |
| Tablet Press |
High-speed production, adjustable thickness |
FDA, GMP compliant |
In-process verification, final product testing |
Regular lubrication, part replacement |
| Blister Packaging Machine |
Automatic feeding, customizable blisters |
ISO 9001, CE certified |
Visual inspection, moisture control |
Daily calibration, system checks |
| Mixing Equipment |
Homogeneous blending, variable speeds |
GMP, FDA approved |
Sample analysis, consistency checks |
Routine cleaning, agitator inspection |
| Filling Machine |
Accurate dosing, multi-format compatibility |
ISO 13485, cGMP |
Volume checks, fill weight analysis |
Quarterly overhauls, software updates |
| Labeling Machine |
High-speed labeling, barcode scanning |
GMP, ASTM compliance |
Label quality checks, scanning accuracy |
Weekly cleaning, sensor calibration |
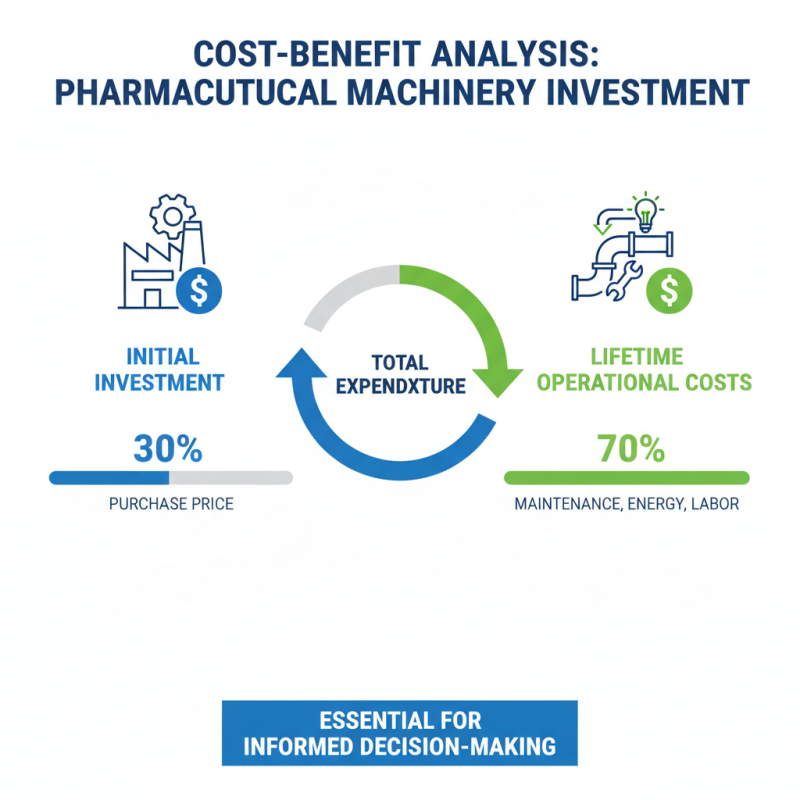
Cost-Benefit Analysis of Pharmaceutical Machinery Investment
When investing in pharmaceutical machinery, a cost-benefit analysis is essential. The initial purchase price often represents only a fraction of the total investment. According to industry reports, ongoing operational costs can account for up to 70% of the total machinery expenditure over its lifetime. These costs include maintenance, energy consumption, and labor.
Evaluating not just the purchase price, but also the efficiency of the machinery, helps in maximizing returns. For instance, automating processes can reduce labor costs significantly, sometimes by as much as 30%. Additionally, high-quality machinery can decrease downtime, which is crucial for maintaining production schedules. Industry data suggests that machinery with better reliability often recoups its costs within the first two years of operation.
However, selecting the right machinery is not just a numbers game. It requires a deep understanding of production needs and potential future demands. Some companies overestimate their current needs, leading to underutilization of equipment. On the other hand, over-investing in high-capacity machines for a limited output can also prove detrimental. Balancing these factors is key to a successful investment strategy in the pharmaceutical sector.