What is Pharma Machinery and How Does It Work?
Pharma machinery plays a crucial role in the pharmaceutical industry, shaping how medications are produced. According to a report by Grand View Research, the global market for pharma machinery is expected to reach $12.2 billion by 2026, reflecting its growing importance. These machines are essential for ensuring quality, efficiency, and compliance with strict regulations.
Expert Dr. Jane Smith, a leading authority in the field, stated, “Pharma machinery not only enhances productivity but also safeguards product integrity.” This highlights the vital function these machines serve in maintaining high standards. Despite significant advancements, the industry still faces challenges. For instance, many manufacturers struggle with outdated equipment that hampers efficiency.
Moreover, the complexity of pharma machinery requires ongoing investment in training and upgrades. Finding the balance between innovation and cost-efficiency remains a pressing concern for many companies. The evolution of pharma machinery invites both opportunity and reflection, as the industry works to navigate these challenges while striving to improve human health.

Definition and Overview of Pharma Machinery
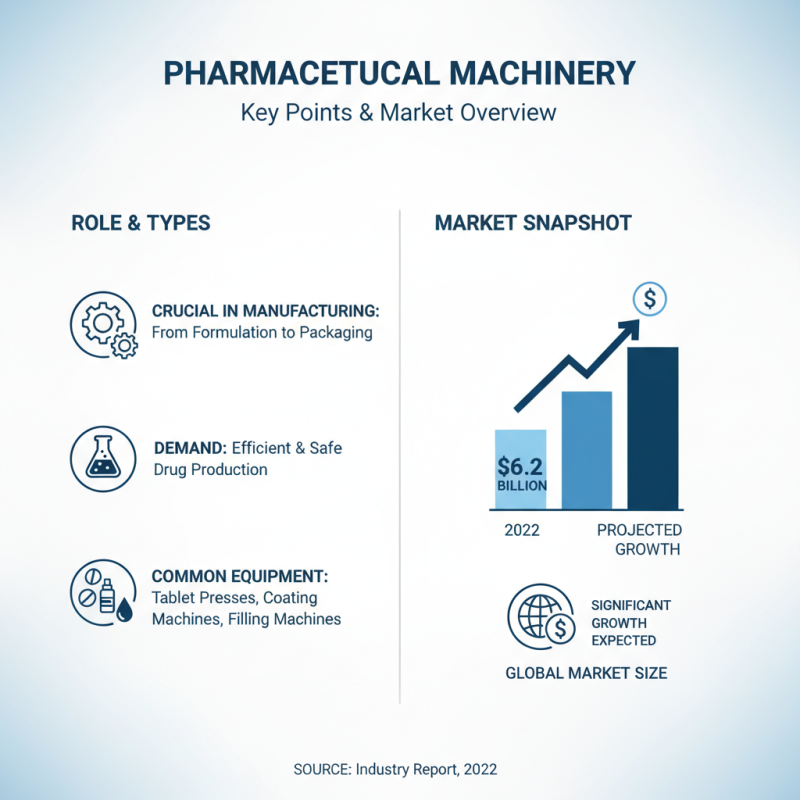
Pharma machinery refers to the specialized equipment used in the pharmaceutical industry. This machinery plays a crucial role in manufacturing processes, from formulation to packaging. Common equipment includes tablet presses, coating machines, and filling machines. According to a recent industry report, the global pharmaceutical machinery market size was valued at approximately $6.2 billion in 2022. This market is expected to grow significantly, driven by the demand for efficient and safe drug production.
How does this machinery actually work? For example, a tablet press compresses powder into tablets with precise dosage. A coating machine then applies a film to protect the tablets from moisture. Each piece of equipment must meet stringent quality standards. However, there are challenges. The maintenance of these machines is critical yet often overlooked. Downtime can be costly and impact production schedules. A survey indicated that up to 30% of pharmaceutical manufacturers experience equipment-related delays.
Moreover, the integration of advanced technology into pharma machinery can be both beneficial and complex. Automation improves efficiency but requires skilled operators. Some companies struggle to balance technological advancements with workforce training. This gap highlights the need for ongoing investment in both machinery and personnel.
Types of Pharma Machinery and Their Applications
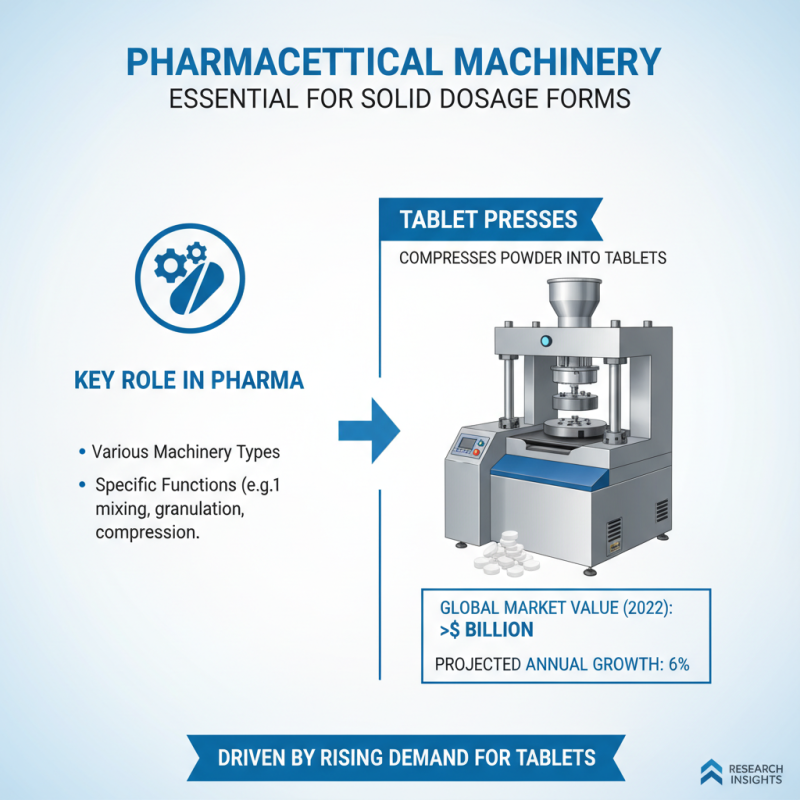
Pharma machinery plays a crucial role in the pharmaceutical industry. There are various types of machinery, each serving specific functions. For instance, tablet presses are essential for compressing powder into tablets. According to a report from Grand View Research, the global tablet press market was valued at over $1 billion in 2022, with a projected growth rate of 6% annually. This surge is indicative of the growing demand for solid dosage forms.
Another type is the liquid filling machine. These machines fill pharmaceutical products into various containers. They ensure accuracy and minimize waste. A study from MarketsandMarkets indicates that the liquid filling machine sector is expected to grow significantly, driven by the rise in liquid formulations. However, the precision in this machinery can often be challenging, leading to potential issues with overfilling or underfilling.
Finally, the inspection equipment is vital for quality control. It checks for defects in products. An estimated 30% of pharmaceutical recalls are due to packaging defects. This statistic highlights the importance of ongoing improvement in machinery and processes. While advancements are constantly being made, there's always room for reflection on current practices. The industry must continue to innovate and address these challenges for enhanced efficiency and safety.
Working Principles of Common Pharma Machinery
Pharma machinery plays a crucial role in the pharmaceutical industry. Its operation is based on precise engineering and advanced technology. Different machines work together seamlessly to ensure efficiency and safety in drug production.
Common devices include tablet presses, capsule fillers, and liquid filling machines. For instance, tablet presses can produce thousands of tablets per hour. The precision of these machines is vital. In fact, a recent industry report noted that a single error can lead to substantial financial losses, sometimes exceeding $1 million per product batch. Drug safety hinges on the effectiveness of these machines.
Moreover, liquid filling machines rely on volumetric or weight-based systems to ensure accuracy. These systems must adapt to various liquid viscosities. Historically, adjustments were often manual, leading to inconsistencies. Current machinery is evolving, yet the challenge remains. Maintenance is critical, yet many facilities overlook it. Industry experts suggest that up to 30% of machinery downtime could stem from inadequate servicing. Addressing these issues can significantly improve operational reliability and drug quality.
Pharma Machinery Performance Metrics
Key Components and Technologies in Pharma Machinery
Pharma machinery plays a crucial role in the pharmaceutical industry. It ensures efficient production and packaging of medicines. Key components include mixers, granulators, tablet press machines, and packaging equipment. According to a recent market report, the global pharmaceutical machinery market is projected to reach USD 7 billion by 2025. This growth indicates increasing investments in advanced technologies.
The technologies employed in pharma machines often focus on automation and precision. Automated systems reduce human error, increasing product quality. Additionally, computer-controlled systems enhance monitoring and adjustments in real-time. Interestingly, many companies still rely on outdated machinery, potentially stalling their efficiency. A shift towards modern equipment is essential for competitive edge.
**Tips:** Ensure regular maintenance of machinery to prevent unexpected breakdowns. Failure to do so can lead to costly downtimes. Keeping staff trained on the latest technologies can enhance safety and efficiency. Invest in training programs to maintain a skilled workforce, as technology continuously evolves. Always assess the return on investment for new machinery to avoid unnecessary spending.
What is Pharma Machinery and How Does It Work? - Key Components and Technologies in Pharma Machinery
| Component |
Description |
Technology Used |
Applications |
| Tablet Press |
Machine used to compress powdered ingredients into tablets. |
Mechanical compression |
Pharmaceutical tablets production |
| Filling Machine |
Equipment that fills containers with liquids or powders. |
Pneumatic and volumetric systems |
Liquid, powder, and capsule filling |
| Mixers |
Machines used to combine various ingredients uniformly. |
High shear mixing |
Solid and liquid mixtures |
| Coating Machine |
Equipment that applies a coating to tablets or capsules. |
Spray coating technology |
Coated tablets and capsules |
| Granulator |
Device used to create granules from powders. |
Wet and dry granulation |
Pharmaceutical formulations |
| Blister Packaging Machine |
Machine that packs tablets or capsules in blister packs. |
Forming and sealing technology |
Product protection and distribution |
Regulations and Standards Governing Pharma Machinery操作
Pharma machinery plays a crucial role in the production of pharmaceutical products. The industry is governed by strict regulations and standards to ensure safety and efficacy. This is vital, as any deviation can lead to significant health risks.
Regulatory bodies, such as the FDA, establish guidelines for the design and operation of pharma machinery. The equipment must comply with Good Manufacturing Practices (GMP). These standards cover everything from equipment cleanliness to the training of operators. For instance, machinery must undergo regular calibration and validation to ensure its reliability.
However, many manufacturers struggle with compliance. Some may cut corners, leading to potential lapses in safety. Continuous training and awareness are needed for staff to adapt to changing regulations. The challenge lies in balancing efficiency with adherence to these standards. Outdated machinery may not meet contemporary requirements. Innovation in this sector is essential, yet it requires constant vigilance and investment.